
澳门新萄京薄板拉伸成型工艺
发布时间:2012-06-11 03:16 浏览:148
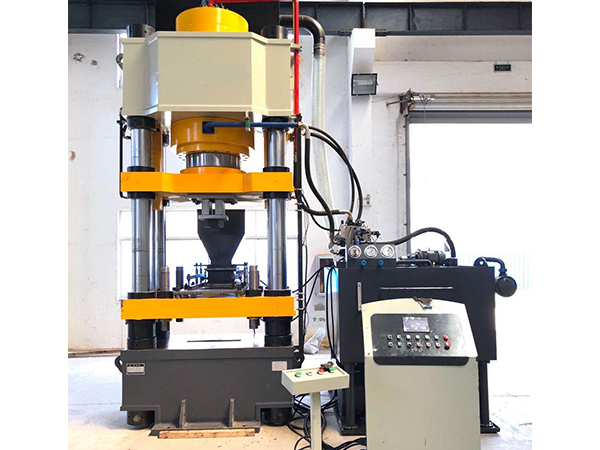
澳门新萄京具有“薄板拉伸成型”巩义的液压压边功能,在工作循环开始之前,按压“顶出”按钮,使顶出缸活塞顶出至所需位置时停止,通过压边顶板、压边杆和压扁劝,这个是有用户自备的模具零件,托住制品,滑块上安装凹槽,工作台上固定凸模,滑块下行的时候,凹模首先接触制品,并通过压边圈、压边杆和压边顶板,迫使下缸活塞随同下行,由于下缸下腔处于密封状态,腔内油液也在这个力的作用下,压力不断地升高,直至阀的调定值,油路接通知后,稳定溢流,上腔通过阀吸油自补,从而得到要求的压边力,顶出缸下腔的压边值一般很大调整在28Mpa。
定程成型工艺的操作和压边成型工艺基本相同,只是事先将接近开关调整到预定的位置,滑块下行至预定未知的时候碰到接近开关,然后马上自动回城完成一个压制循环,其他的操作都是相同的。
手动操作的方式,要诗选将开关搬到相应位置,按压按钮,即可得到相应的动作。
上一篇:半自动工作循环定压成型流程
下一篇:澳门新萄京电器系统概述
产品分类
roduct classification
单柱澳门新萄京
龙门式澳门新萄京
四柱澳门新萄京
框架澳门新萄京
推荐产品
Recommended products-

澳门新萄京
-

澳门新萄京
-

Y35型龙门框架式系列澳门新萄京
-

YHW32系列四柱澳门新萄京
-
砂轮成型澳门新萄京
-

四柱澳门新萄京
免费咨询热线:
联系人:
付经理 固 话:
0371-68760397 手 机:
13700880637 手 机:
0371-68760397 传 真:
0371-68760397地 址:
郑州市京广中路32号  服务热线:
服务热线: